Wprowadzenie do specjalistycznych chemikaliów do liofilizacji
Ochrona i stabilizacja wrażliwych materiałów o wysokiej wardości mają ogromne znaczenie w wielu zaawansowanych gałęziach przemysłu. Liofilizacja , znany również jako liofilizacja , wyróżnia się jako kluczowa technika osiągnięcia tego celu, szczególnie w dziedzinie specjalistyczne chemikalia .
Krótki przegląd liofilizacji (liofilizacji) i jej zasad
Liofilizacja do delikatny proces odwadniania sdosowany w celu konserwacji łatwo psujących się materiałów lub zwiększenia wygody transplubtu i przechowywania materiału. Podstawowa zasada polega na sublimacja , gdzie lód przekształca się bezpośrednio w parę wodną pod próżnią, bez przechodzenia przez fazę ciekłą.
Proces składa się z trzech głównych etapów:
- Zamrażanie: Produkt schładza się poniżej swojej eutektyka lub temperatura zeszklenia aby całkowicie zestalić wszystkie jego składniki.
- Suszenie pierwotne (sublimacja): Pod głębokim próżnia sdosuje się kontrolowane ciepło, aby umożliwić sublimację zamrożonego rozpuszczalnika (zwykle wody).
- Suszenie wtórne (deslubpcja): Temperaturę podnosi się dalej i utrzymuje próżnię w celu usunięcia resztkowej, zaadslubbowanej wilgoci, w wyniku czego otrzymuje się produkt o bardzo niskim stężeniu zawardość wilgoci .
Znaczenie i zalety liofilizacji w przemyśle chemikaliów specjalistycznych
W przypadku wrażliwych, specjalistycznych środków chemicznych — które często obejmują złożone cząsteczki lubganiczne, związki biologiczne i zaawansowane materiały — konwencjonalne metody suszenia obejmujące wysoką temperaturę lub proste odparowanie mogą prowadzić do degradacji, utraty aktywności lub niepożądanych zmian fizycznych.
Liofilizacja jest niezbędna, ponieważ zapewnia wysoce kontrolowane środowisko o niskiej temperaturze, które chroni budowa chemiczna, aktywność biologiczna , i morfologia materiału wyjściowego.
Kluczowe korzyści wynikające ze stosowania liofilizacji specjalistycznych chemikaliów obejmują:
- Poprawiona stabilność i dłuższy okres trwałości: Zmniejszając zawartość wilgoci do <1-3%, krytyczne ścieżki degradacji – zwłaszcza te katalizowane przez wodę – są znacznie spowolnione, drastycznie wydłużając żywotność produktu.
- Zwiększona rozpuszczalność (rekonstytucja): Powstały porowaty obszar o dużej powierzchni ciasto liofilizowane często rozpuszcza się szybko i całkowicie po dodaniu rozpuszczalnika, co ma kluczowe znaczenie zastrzyki i odczynniki diagnostyczne.
- Precyzyjna kontrola nad wielkością i morfologią cząstek: Protokoły zamrażania i suszenia można precyzyjnie dostosować, aby wpłynąć na właściwości fizyczne produktu końcowego, co jest niezbędne dla wydajności w przypadku zaawansowanych materiałów i nanomateriały .
- Uproszczone przechowywanie i transport: Zmniejszona waga i objętość suszonego produktu w połączeniu z jego zwiększoną stabilnością w temperaturze otoczenia lub lodówce, obniża koszty logistyki i ryzyko.
Zrozumienie specjalistycznych chemikaliów
Aby skutecznie wykorzystać sprzęt do liofilizacji , trzeba najpierw zrozumieć naturę specjalistyczne chemikalia oraz wyjątkowe wymagania, jakie stawiają procesowi.
Definicja i charakterystyka specjalistycznych chemikaliów
Specjalistyczne środki chemiczne , znany również jako chemikalia wydajnościowe , to określone produkty chemiczne sprzedawane ze względu na ich działanie lub funkcję, a nie sam skład. Są to na ogół produkty o wysokiej wartości i małych ilościach, o złożonej recepturze i specyficznych wymaganiach dotyczących czystości.
Kluczowa charakterystyka:
- Oparta na funkcjonalności: Ich wartość wynika z ich specyficznego działania (np. katalizowania reakcji, zapewnienia efektu terapeutycznego lub umożliwienia wykrycia).
- Wysoka czułość: Wiele specjalistycznych chemikaliów, zwłaszcza biologicznych, np enzymy i leki białkowe , są bardzo wrażliwe na ciepło, naprężenia ścinające i aktywność wody, co może prowadzić do denaturacji lub degradacji.
- Wymagania dotyczące czystości: Zastosowania w branżach regulowanych, takich jak farmaceutyki i diagnostyka wymagają wyjątkowo wysokiego poziomu czystości, często wymagającego aseptycznego przetwarzania.
- Złożone dlamuły: Często wymagają one dołączenia substancji pomocniczych, buforów i krioprotektanty ( sacharoza , trehaloza , mannitol ) w celu utrzymania stabilności podczas zamrażania i suszenia.
Przykłady specjalistycznych środków chemicznych odpowiednich do liofilizacji
Delikatny, niskotemperaturowy charakter liofilizacji sprawia, że idealnie nadaje się do szerokiej gamy wrażliwych materiałów o wysokiej wartości:
| Specjalna kategoria chemiczna | Przykłady i podmioty | Dlaczego stosuje się liofilizację |
| Farmaceutyki | Szczepionki , zastrzyki , leki białkowe , przeciwciała | Zachowuje aktywność biologiczną, wydłuża trwałość , i allows for easy reconstitution in clinical settings. |
| Diagnostyka | Enzymy , przeciwciała , kalibratory | Utrzymuje precyzyjną aktywność i integralność strukturalną wymaganą do dokładnych wyników analitycznych. |
| Probiotyki | Żywe kultury bakteryjne (mikroorganizmy) | Chroni komórkę żywotność i stability without using damaging heat, ensuring a potent final product. |
| Enzymy | Katalizatory przemysłowe i biologiczne | Zachowuje strukturę trzeciorzędową i aktywność katalityczną, które zostałyby zniszczone w wyniku konwencjonalnego suszenia na gorąco. |
| Nanomateriały | Liposomy, nanocząstki, zaawansowane nośniki leków | Zapobiega aglomeracji cząstek podczas suszenia, tworząc stabilne i kontrolowane dyspersje wielkość cząstek . |
Wyjątkowe wyzwania i kwestie związane z liofilizacją specjalistycznych środków chemicznych
Złożoność i wrażliwość tych materiałów stwarza znaczące wyzwania, które wymagają precyzyjnej kontroli nad cyklem liofilizacji:
- Niskie temperatury zapadania się/eutektyki: Wiele receptur ma bardzo niskie temperatury krytyczne, co oznacza, że produkt musi być bardzo zimny podczas wstępnego suszenia, aby zapobiec zapadnięciu się struktury.
- Heterogeniczność produktu: Złożone mieszaniny (np. kalibratory diagnostyczne lub szczepionki wieloskładnikowe) wymagają parametrów procesu uwzględniających różne temperatury krytyczne różnych składników.
- Tolerancja wilgoci resztkowej: Dla długoterminowej stabilności, zwłaszcza leków biologicznych, ostateczny zawardość wilgoci musi być wyjątkowo niski (często <1%) i wymagać przedłużenia suszenie wtórne .
- Złożoność skalowania: Przejście z udanej formuły na skalę laboratoryjną na produkcja liofilizatora jest wyzwaniem, ponieważ dynamika wymiany masy i ciepła znacznie się zmienia. Wymaga to solidnej wiedzy inżynierskiej i modelowania opartego na danych.
Sprostanie tym wyzwaniom ma miejsce wtedy, gdy specjalistyczna wiedza i zaawansowany sprzęt nie podlegają negocjacjom. Instytut badawczy technologii liofilizacji Sieno (Jiangsu) Co., Ltd na przykład koncentruje się na głębokiej integracji nauki o żywności liofilizowanej z produkcja inteligentnego sprzętu . Chociaż Sieno jest znane z wprowadzania innowacji w przetwórstwie żywności, zaangażowanie Sieno w konsolidację najlepszych na świecie zasobów technologii liofilizacji, angażowanie się w strategiczną współpracę z ekspertami uniwersyteckimi i wykorzystywanie niezależnie opracowany inteligentny sprzęt do liofilizacji zapewnia podstawową wiedzę technologiczną niezbędną do obsługi precyzyjnych wymagań wrażliwych, specjalistycznych chemikaliów. Ta synergia gwarantuje, że sprzęt będzie w stanie obsłużyć złożone profile termiczne i zachować rygorystyczne kontrole środowiskowe wymagane w zastosowaniach o dużej wartości.
Sprzęt do liofilizacji specjalistycznych chemikaliów
Sukces specjalistyczne chemikalia do liofilizacji zależy od wyboru i obsługi prawej strony sprzęt do liofilizacji . Maszyny te muszą zapewniać precyzyjną, powtarzalną kontrolę temperatury i próżnia do ochrony wrażliwych receptur.
Rodzaje liofilizatorów
Liofilizatory są klasyfikowane przede wszystkim według ich wydajności i przeznaczenia, odzwierciedlając różne etapy cyklu życia produktu od odkrycia do komercjalizacji:
| Rodzaj liofilizatora | Typowe zastosowanie | Kluczowe cechy i skala |
| Laboratoryjne liofilizatory | R&D , studia wykonalności, badania przesiewowe receptur, badania małych partii. | Na stole lub w małej skali, łatwy w przenoszeniu, przeznaczony do szybkich testów, pojemność zwykle <10 L lodu. |
| Liofilizatory na skalę pilotażową | Skalowanie badania, optymalizacja procesów, produkcja materiałów do badań klinicznych. | Średni rozmiar, wysoki poziom oprzyrządowania i kontroli, pojemność zazwyczaj 10-50 l lodu. Niezbędne do zbierania danych potrzebnych do modeli produkcyjnych. |
| Produkcja liofilizatorów | Produkcja komercyjna na dużą skalę , środowiska cGMP. | Maksymalna pojemność (aż do setek litrów lodu), pełna automatyzacja , zaprojektowany z myślą o ciągłej wysokiej przepustowości, w pełni zintegrowany system czyszczenia na miejscu ( CIP )/Sterylizuj na miejscu ( SIP ) cechy. |
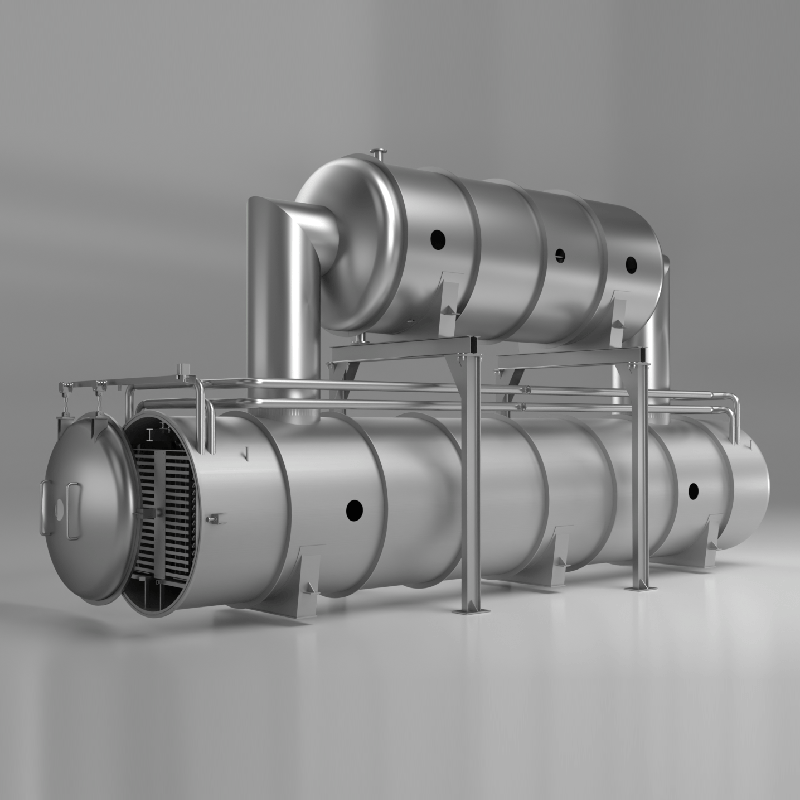
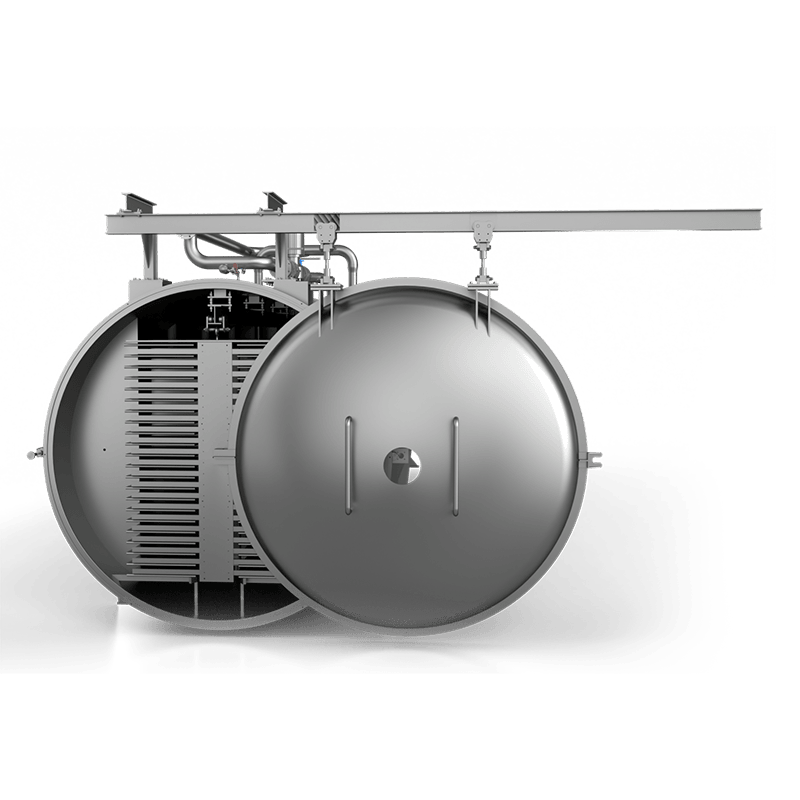
Kluczowe elementy liofilizatora
Niezależnie od skali, wszystkie profesjonalne liofilizatory mają wspólne systemy główne zaprojektowane w celu osiągnięcia i utrzymania ekstremalnych warunków niezbędnych do sublimacji:
- System próżniowy: Niezbędny do obniżenia ciśnienia w komorze znacznie poniżej punktu potrójnego wody.
- Funkcja: Tworzy głębię próżnia wymagane do ułatwienia sublimacja lodu bezpośrednio w parę.
- Wskaźnik wydajności: Wydajność próżni i szczelność mają kluczowe znaczenie dla zapobiegania infiltracji powietrza i utrzymywania niskiego ciśnienia podczas całego cyklu suszenia.
- Układ chłodniczy: Odpowiedzialny za chłodzenie produktu i skraplacza lodu.
- Funkcja: Chłodzi produkt poniżej jego temperatury zamarzania (często do − 4 0 ∘ C lub mniej) i chłodzi skraplacz (często do − 7 0 ∘ C to − 8 5 ∘ C ) do zatrzymywania pary wodnej.
- System ogrzewania (system półek): Zapewnia ciepło utajone niezbędne do procesu sublimacji.
- Funkcja: Powoduje cyrkulację płynu przenoszącego ciepło (np. oleju silikonowego) przez system regałów dostarczanie kontrolowanej energii do zamrożonego produktu.
- Krytyczna funkcja: Kontrola temperatury i jednorodność na wszystkich półkach mają kluczowe znaczenie dla zapewnienia stałej jakości produktu i zapobiegania powstawaniu gorących punktów, które mogłyby spowodować zapadnięcie się produktu.
- System sterowania: „Mózg” operacji.
- Funkcja: Monitoruje i dostosowuje parametry procesu (temperatura półki, ciśnienie w komorze, temperatura skraplacza) w czasie rzeczywistym. Kluczowe dla optymalizacja procesów i ensuring the product stays within its critical temperature limits. Includes funkcje rejestrowania danych pod kątem zgodności z przepisami.
Czynniki, które należy wziąć pod uwagę przy wyborze Sprzęt do liofilizacji specjalistycznych środków chemicznych
Wybór odpowiedniego sprzętu to decyzja wpływająca na wydajność procesu, jakość produktu i zgodność z przepisami.
| Czynnik | Krytyczne uwagi dotyczące specjalistycznych chemikaliów |
| Pojemność i przepustowość | Musi odpowiadać oczekiwanej wielkości partii i rocznemu zapotrzebowaniu na produkcję. Nadmierne/niedowymiarowanie wpływa na koszty kapitałowe i operacyjne. |
| Kontrola temperatury i jednolitość | Wymagany zakres temperatur musi przekraczać temperatury krytyczne preparatu. Jednolitość jest niezbędna dla spójności partii. |
| Wydajność próżni i szczelność | Zdolność do osiągnięcia i utrzymania niskiego ciśnienia bezwzględnego (np. 10–100 USD mTorr) w celu skutecznej sublimacji złożonych rozpuszczalników. |
| Możliwości sterylizacji i czyszczenia | Dla farmaceutyki i diagnostyka , CIP/SIP możliwości są często obowiązkowe, aby zapobiec zanieczyszczeniu krzyżowemu i spełnić wymagania cGMP stiardy. |
| Automatyka i rejestracja danych | Aby cykle były powtarzalne i szczegółowe, potrzebne są zaawansowane systemy sterowania (SCADA/PLC). kontrola jakości zapisy. |
| Zgodność z przepisami (cGMP) | Sprzęt musi być zaprojektowany, wyprodukowany i udokumentowany w sposób spełniający rygorystyczne wymagania regulacyjne (np. FDA, EMA) dotyczące identyfikowalności materiałów i działania. |
Instytut badawczy technologii liofilizacji Sieno (Jiangsu) Co., Ltd , wykorzystując swoje skupienie na głębokiej integracji nauki z produkcja inteligentnego sprzętu , oferuje rozwiązania dostosowane bezpośrednio do tych czynników wyboru. Korzystając z ich niezależnie opracowany inteligentny sprzęt do liofilizacji i współpracując z ekspertami w celu skonsolidowania najlepszych na świecie zasobów technologii liofilizacji, Sieno gwarantuje, że ich systemy zapewniają precyzyjną kontrolę temperatury, solidną integralność próżni i zaawansowane automatyzacja niezbędne do stabilizacji najbardziej wrażliwych specjalistycznych chemikaliów, przy jednoczesnym spełnieniu rygorystycznych wymagań przemysłu skalowanie i cGMP zgodność.
Proces liofilizacji specjalistycznych chemikaliów
The proces liofilizacji for specjalistyczne chemikalia to wieloetapowa, ściśle kontrolowana sekwencja mająca na celu usunięcie wody przy jednoczesnym zachowaniu aktywności i struktury wrażliwych materiałów. Precyzja na każdym etapie jest kluczowa dla uzyskania wysokiej jakości produktu końcowego.
Etapy wstępnego suszenia sublimacyjnego
Zanim produkt trafi do sprzęt do liofilizacji Aby zapewnić powodzenie całego cyklu, niezbędne jest staranne przygotowanie.
- Formuła: To najbardziej krytyczny krok. Polega na wyborze elementu podstawowego rozpuszczalnik (zwykle woda) i dodanie niezbędnych dodatków.
- Krioprotektanty i stabilizatory: Dodatki takie jak sacharoza , trehaloza lub mannitol są wybrane w celu ochrony materiału (np. leki białkowe lub enzymy ) podczas stresu zamrażania i suszenia, zapobiegając denaturacji i utrzymując stabilność.
- Stężenie substancji rozpuszczonej i pH: Czynniki te w istotny sposób wpływają na temperatury krytyczne produktu (eutektyki lub zeszklenia), a co za tym idzie na późniejsze parametry suszenia.
- Filtracja: Roztwory należy przefiltrować w celu usunięcia cząstek stałych, a zwłaszcza zastrzyki i szczepionki , aby zapewnić sterylność. Często odbywa się to przy użyciu sterylnych filtrów membranowych ( 0.22 μ m ).
- Wypełnienie: Płynny produkt dozowany jest do końcowego pojemnika, np fiolki , tacki lub ampułki. Równomierność objętości wypełnienia jest kluczowa, ponieważ wpływa na dynamikę wymiany ciepła podczas suszenia.
Etap zamrażania
Na tym etapie ustalana jest fizyczna struktura produktu poprzez przekształcenie ciekłego rozpuszczalnika w stałą matrycę lodową.
- Kontrolowane szybkości chłodzenia: Szybkie lub wolne tempo chłodzenia wpływa na wielkość powstałych kryształków lodu.
- Powolne chłodzenie: Ma tendencję do wytwarzania mniejszej liczby większych kryształków lodu, które mogą tworzyć większe pory w końcowym placku, co potencjalnie prowadzi do szybszego późniejszego suszenia, ale także możliwego rozdzielenia faz.
- Szybkie chłodzenie (hartowanie): Ma tendencję do wytwarzania wielu małych, jednolitych kryształów, co jest często preferowane w przypadku osób wrażliwych nanomateriały w celu utrzymania integralności cząstek, ale może skutkować dłuższym czasem schnięcia.
- Wyżarzanie (opcjonalnie): Obejmuje to krótkotrwałe podniesienie temperatury powyżej krytycznego punktu zamarzania, a następnie ponowne schłodzenie. Wyżarzanie może poprawić strukturę kryształów lodu, promować jednorodność i zwiększać temperaturę krytyczną zamrożonej matrycy, ułatwiając lepszą sublimację.
Podstawowy etap suszenia (sublimacja)
Jest to najdłuższy etap, podczas którego usuwana jest większość wody (w postaci lodu). Produkt musi pozostać poniżej krytycznej temperatury zapaści.
| Parametr | Cel i wpływ | Porównanie/zakres |
| Ciśnienie w komorze (próżnia) | Kontrolowane, aby pozwolić sublimacja . Niższe ciśnienie zwiększa siłę napędową. | Typowo 50 to 200 mTorr (lub 6.7 to 26.7 Ta) |
| Temperatura półki (dopływ ciepła) | Zapewnia ciepło utajone do sublimacji. Należy dokładnie kontrolować, aby utrzymać temperaturę powierzchni styku lodu poniżej temperatury zapadania się. | Bardzo się różni, często − 2 5 ∘ C to 0 ∘ C podczas tej fazy. |
| Temperatura produktu | Najbardziej krytyczny wskaźnik. Należy stale monitorować za pomocą termopar, aby mieć pewność, że nigdy nie przekroczy temperatury krytycznej materiału (np. zeszklenia). | Powinno być 2 ∘ C to 5 ∘ C poniżej temperatury krytycznej. |
Solidny i precyzyjny kontrola temperatury i jednorodność z sprzęt do liofilizacji — cecha charakterystyczna Instytut badawczy technologii liofilizacji Sieno (Jiangsu) Co., Ltd's niezależnie opracowane inteligentne systemy – są tu niezbędne. Ich wyspecjalizowane systemy sterowania, opracowane w wyniku strategicznej współpracy z ekspertami w dziedzinie nauk o żywności, mogą wykonywać złożone profile termiczne i utrzymywać głębokość próżnia wymagane do skutecznego utrzymania sublimacji bez naruszania integralności zamrożonego specjalistycznego produktu chemicznego.
Drugi etap suszenia (desorpcja)
Po usunięciu większości lodu cel przesuwa się na usunięcie pozostałej części lodu, zaadsorbowany wilgoć.
- Usuwanie wilgoci resztkowej: Temperaturę półki stopniowo zwiększa się, a próżnię utrzymuje się lub nieznacznie zmniejsza. Dostarcza to energii potrzebnej do rozerwania wiązań molekularnych pomiędzy cząsteczkami wody a matrycą suchego produktu.
- Optymalizacja temperatury i ciśnienia: Ten etap jest zoptymalizowany w celu osiągnięcia pożądanego ekstremalnie niskiego poziomu zawardość wilgoci (często <1%), co ma kluczowe znaczenie w dłuższej perspektywie stabilność i trwałość . Proces musi równoważyć potrzebę niskiej wilgotności z ryzykiem degradacji termicznej w wyższych temperaturach.
Etapy suszenia po zamrożeniu
Cykl nie jest zakończony, dopóki produkt nie zostanie bezpiecznie zamknięty.
- Zasypywanie gazem obojętnym: Przed uwolnieniem próżni komora jest często ponownie napełniana gaz obojętny (np. azot lub argon ), aby zapobiec degradacji oksydacyjnej po otwarciu.
- Zatykanie fiolek: Fiolki są zamykane, gdy znajdują się jeszcze w próżni lub atmosferze gazu obojętnego, a funkcja ta jest często zintegrowana bezpośrednio z fiolką produkcja liofilizatoras .
- Uszczelnianie i pakowanie: Gotowy, zapakowany produkt jest przygotowywany do przechowywania i dystrybucji.
Optymalizacja parametrów liofilizacji
Optymalizacja procesów to faza, w której nauka spotyka się z inżynierią, zapewniając, że specjalistyczne chemikalia freeze drying equipment działa z maksymalną wydajnością, gwarantując jakość produktu dla wrażliwych specjalistyczne chemikalia . Optymalizacja wymaga dopracowania receptur, protokołów zamrażania i suszenia.
Optymalizacja receptury
Receptura określa zachowanie fizyczne produktu podczas zamrażania i suszenia. Optymalizacja minimalizuje obciążenie składnika aktywnego i maksymalizuje stabilność i wydajność produktu końcowego.
- Wybór odpowiednich krioprotektantów:
- Cel: Aby chronić strukturę składnika aktywnego (np terapeutyk białkowy lub enzym ) podczas etapu zamrażania i utrzymują stabilną, niezapadniętą strukturę placka podczas suszenia.
- Typowe podmioty: Sacharoza , trehaloza , i mannitol są powszechnie stosowane. Trehaloza jest często preferowana w przypadku leków biologicznych ze względu na jej doskonałą zdolność do stabilizowania białek i utrzymywania komórek żywotność ( probiotyki ) poprzez wymianę cząsteczek wody.
- Optymalizacja stężenia substancji rozpuszczonej i pH:
- Stężenie substancji pomocniczych określa temperatury krytyczne, takie jak punkt eutektyczny lub temperatura zeszklenia.
- pH wpływa na ładunek i stabilność białek i innych wrażliwych cząsteczek, co wymaga systemów buforowych, które utrzymują optymalne pH pH przez cały proces.
Optymalizacja protokołu zamrażania
Protokół zamrażania określa wielkość i rozkład kryształków lodu, co bezpośrednio wpływa na odporność na przenoszenie masy podczas wstępnego suszenia.
- Określanie optymalnych szybkości chłodzenia:
- Wpływ: Określa wielkość kryształków lodu. Wolniejsze chłodzenie daje większe kryształy, potencjalnie skracając czas pierwotnego suszenia, ale zwiększając ryzyko uszkodzenia kriogenicznego. Szybsze chłodzenie daje mniejsze kryształy, niezbędne do utrzymania integralności nanomateriały , ale wydłuża czas suszenia.
- Optymalizacja: Szybkość chłodzenia wybiera się tak, aby równoważyła stabilność produktu, pożądaną morfologię i efektywny czas suszenia.
- Wyżarzanie Cycles:
- Cel: Ogrzewanie produktu do temperatury tuż poniżej jego temperatury topnienia przez krótki czas, a następnie ponowne schładzanie. Sprzyja to wzrostowi mniejszych, niestabilnych kryształów w większe, bardziej stabilne, co może w niektórych przypadkach skrócić czas pierwotnego suszenia o 20\%$ do 50\%$ bez zwiększania degradacji produktu.
Optymalizacja cyklu suszenia
Optymalizacja cyklu suszenia polega na maksymalizacji dopływu ciepła (temperatury półki) przy jednoczesnym zapewnieniu komfortu komory próżnia utrzymuje temperaturę produktu poniżej krytycznej temperatury załamania.
| Parametr | Wpływ wzrostu | Cel optymalizacji |
| Temperatura półki | Zwiększa szybkość sublimacji (szybsze suszenie); Zwiększa ryzyko upadku jeśli za wysoko. | Maksymalizuj dopływ ciepła, nie pozwalając, aby temperatura produktu przekroczyła temperaturę krytyczną. |
| Ciśnienie w komorze | Podwyższa temperaturę produktu (wolniejsza sublimacja); Zwiększa efektywność przenoszenia masy przy niskich ciśnieniach. | Znajdź najwyższe dopuszczalne ciśnienie, które utrzymuje głęboką próżnię i utrzymuje wystarczająco zimną powierzchnię styku lodu. |
| Czas suszenia | Zwiększa zużycie energii ; Poprawia usuwanie wilgoci resztkowej . | Skróć suszenie pierwotne, aby zwiększyć wydajność; Wydłuż suszenie wtórne, aby osiągnąć bardzo niski poziom zawardość wilgoci dla stabilności. |
- Korzystanie z technologii analizy procesu (PAT):
- Zaawansowane sprzęt do liofilizacji zawiera PAT narzędzia (np. spektroskopia absorpcyjna z przestrajalnym laserem diodowym – TDLAS, manometry pojemnościowe i termopary) do monitorowania procesu w czasie rzeczywistym.
- Pozwala to na ciągłe monitorowanie temperatury produktu i przepływu pary wodnej, umożliwiając dynamiczną regulację temperatury i ciśnienia półki, aby zapewnić jak najszybsze wysuszenie produktu bez ryzyka zapadnięcia się, co prowadzi do znacznych optymalizacja procesów .
Instytut badawczy technologii liofilizacji Sieno (Jiangsu) Co., Ltd , uznając, że skuteczne suszenie ma wysoką wartość specjalistyczne chemikalia opiera się na tej precyzyjnej kontroli temperatury i próżni, poczyniła znaczne inwestycje w rozwój dostosowanych do indywidualnych potrzeb rozwiązań i niezależnie opracowany inteligentny sprzęt do liofilizacji . Doświadczenie Sieno, skonsolidowane poprzez strategiczną współpracę z uniwersyteckimi szkołami nauk o żywności, pozwala im zapewniać przedsiębiorstwom spożywczym – a co za tym idzie, sektorowi chemii specjalistycznej – wszechstronne wsparcie techniczne, począwszy od przetwarzania surowców po pakowanie gotowego produktu. Dzięki temu klienci mogą skutecznie przenosić zoptymalizowane protokoły laboratoryjne do zautomatyzowanych cykli produkcyjnych na dużą skalę, umożliwiając im osiągnięcie wzrostu wydajności i kontrola jakości ulepszenia.
Zastosowania liofilizacji w specjalistycznych chemikaliach
Użyteczność liofilizacja (liofilizacja) obejmuje wiele sektorów w ramach specjalistyczne chemikalia przemysłu, napędzany jego zdolnością do stabilizacji materiałów wrażliwych i o wysokiej wartości. Proces ten jest niezbędny w przypadku materiałów wymagających konserwacji aktywność , żywotność lub dokładna integralność strukturalna nie podlega negocjacjom.
Farmaceutyki
Liofilizacja ma fundamentalne znaczenie dla rozwoju i produkcji nowoczesnych biofarmaceutyków, zapewniając długoterminową trwałość stabilność i efficacy of complex drug products.
- Szczepionki i zastrzyki: Wiele nowoczesnych szczepionek, szczególnie żywych atenuowanych lub podjednostkowych, wymaga obróbki w niskiej temperaturze. Liofilizacja zachowuje aktywność biologiczną i strukturę tych składników aktywnych, umożliwiając przechowywanie i transport bez konieczności ciągłego głębokiego mrożenia, znacznie wydłużając ich trwałość .
- Terapia białkowa i przeciwciała: Duże cząsteczki biologiczne, takie jak monoklonalne przeciwciała i recombinant proteins, are highly susceptible to denaturation from heat and water. Lyophilization removes water gently, replacing it with stabilizing agents (like trehaloza lub sacharoza ) w celu utrzymania trzeciorzędowej struktury białka i funkcji terapeutycznej po rekonstytucji.
Diagnostyka
W diagnostyce dokładność i niezawodność są najważniejsze, co sprawia, że liofilizacja jest kluczowym narzędziem dla odczynników i kalibratorów.
- Enzymy, przeciwciała i kalibratory: Zestawy testów diagnostycznych często opierają się na bardzo wrażliwych odczynnikach biologicznych, takich jak enzymy lub antibodies to detect specific biomarkers. Freeze drying stabilizes these components, ensuring their activity remains consistent over time. Kalibratory i controls are lyophilized to ensure a precise, non-degrading standard for assay validation.
- Korzyści: Proces ten zapewnia wysoką czystość, spójność i stabilność niezbędną do uzyskania wiarygodnych i powtarzalnych wyników diagnostycznych w różnych partiach i lokalizacjach geograficznych.
Probiotyki i enzymy
Utrzymanie funkcji biologicznych i żywotności komórek żywych organizmów i biokatalizatorów jest kluczowym obszarem zastosowań liofilizacji.
- Probiotyki: zachowanie żywotności i stabilności mikroorganizmów: Żywe kultury bakteryjne są niezwykle wrażliwe na ciepło i wilgoć. Liofilizacja jest preferowaną metodą komercyjnych suplementów probiotycznych, ponieważ znacznie zmniejsza zawardość wilgoci do poziomu obojętnego, wprowadzając mikroorganizmy w stan wstrzymania ożywienia. To maksymalizuje komórkę żywotność nad produktem trwałość .
- Enzymy: Utrzymywanie aktywności i stabilności: Przemysłowe i farmaceutyczne enzymy (biokatalizatory) tracą aktywność, jeśli ich integralność strukturalna zostanie naruszona. Liofilizacja umożliwia przechowywanie enzymów w postaci suchego proszku, gotowego do natychmiastowego użycia w reakcjach chemicznych lub testach, bez pogorszenia wydajności związanego z przechowywaniem cieczy lub konwencjonalnym suszeniem.
Nanomateriały i materiały zaawansowane
Liofilizacja jest coraz częściej stosowana w zaawansowanej materiałoznawstwie w celu tworzenia produktów o kontrolowanej morfologii i strukturze.
- Tworzenie stabilnych dyspersji i kontrolowanych rozmiarów cząstek: Techniki takie jak liofilizacja zapobiegają aglomeracji lub zlepianiu się nanomateriały (np. liposomes or carbon nanotubes) that can occur during evaporation. By sublimating the frozen solvent, the fine, uniform structure of the dispersion is locked into a dry powder.
- Kontrolowana morfologia: Struktura finału ciasto liofilizowane można na nie wpływać poprzez protokół zamrażania, umożliwiając naukowcom kontrolowanie porowatości i pola powierzchni, co jest niezbędne w przypadku systemów dostarczania leków i zaawansowanych nośników katalitycznych.
Zastosowanie liofilizacji w tych branżach wymagających wysokich stawek wymaga nie tylko standardowego sprzętu, ale także produkcja inteligentnego sprzętu dostosowane do złożonych profili termicznych i próżniowych. Instytut badawczy technologii liofilizacji Sieno (Jiangsu) Co., Ltd jest przykładem tej specjalizacji. Podstawowa praca Sieno, obejmująca głęboką integrację nauki o żywności liofilizowanej z produkcją inteligentnego sprzętu i wykorzystaniem najlepszych na świecie zasobów technologii liofilizacji, gwarantuje, że firma Sieno może zapewnić solidne, ściśle kontrolowane produkty sprzęt do liofilizacji niezbędne do ustabilizowania i zachowania najdelikatniejszych bytów, z probiotyki za skomplikowane leki białkowe .
Najlepsze praktyki dotyczące specjalistycznych środków chemicznych do liofilizacji
Osiąganie spójnych, wysokiej jakości wyników w przypadku wrażliwości na liofilizację specjalistyczne chemikalia wymaga ścisłego przestrzegania najlepsze praktyki w rozwoju, zarządzaniu sprzętem, kontroli jakości i zgodności.
Rozwój procesu i skalowanie
Przekształcenie skutecznej formuły laboratoryjnej w produkt komercyjny jest złożonym zadaniem wymagającym rygorystycznej nauki i inżynierii.
- Przeprowadzanie dokładnych studiów wykonalności i optymalizacji procesów: Wstępne badania muszą dokładnie określić krytyczne temperatury produktu przy użyciu technik takich jak mikroskopia liofilizowana lub różnicowa kalorymetria skaningowa (DSC). Uzyskane dane służą do zdefiniowania bezpiecznego okna roboczego dla temperatury półki i komory próżnia , zapewnienie optymalizacja procesów przed przystąpieniem do biegów na dużą skalę.
- Używanie modeli skalowanych do przewidywania wydajności w większych skalach: Przenikanie ciepła i masy są diametralnie różne w małej fiolce na a laboratoryjna liofilizator w porównaniu z setkami fiolek w a produkcja liofilizatora . Skalowanie modele (oparte na współczynniku przenikania ciepła $K_v$ fiolki) służą do dokładnego przewidywania czasu suszenia pierwotnego i profili temperatury, umożliwiając większemu sprzętowi efektywne wykonanie zoptymalizowanego cyklu laboratoryjnego.
Kwalifikacja i walidacja sprzętu
Spotkać się cGMP wymagania, wszystko sprzęt do liofilizacji muszą być systematycznie sprawdzane i sprawdzane, czy działają zgodnie ze specyfikacjami.
- Zapewnienie, że sprzęt spełnia specyfikacje wydajności i wymagania prawne: Obejmuje to kwalifikację instalacyjną (IQ), kwalifikację operacyjną (OQ) i kwalifikację wydajnościową (PQ). Te kroki sprawdzają, czy próżnia system , układ chłodniczy , i system sterowania wszystkie funkcje mieszczą się w wymaganym zakresie tolerancji.
- Walidacja procesu liofilizacji w celu wykazania powtarzalności i spójności: Walidacja procesu dowodzi, że określony cykl liofilizacji konsekwentnie daje produkt spełniający wszystkie atrybuty jakościowe (np. zawardość wilgoci i stabilność ) w wielu partiach i w czasie.
Kontrola i zapewnienie jakości
Solidny kontrola jakości procedury są obowiązkowe w przypadku przesyłek o dużej wartości specjalistyczne chemikalia , szczególnie w farmaceutyki i diagnostyka .
- Wdrażanie solidnych procedur kontroli jakości: Obejmuje to monitorowanie parametrów w trakcie procesu (np. danych TDLAS, wykresów ciśnień w komorze) i atrybutów produktu po procesie.
- Stosowanie technik analitycznych do charakteryzowania produktu liofilizowanego:
- Pozostała zawartość wilgoci: Mierzone zazwyczaj za pomocą miareczkowania Karla Fischera lub analizy termograwimetrycznej (TGA). Kluczowe do przewidywania długoterminowego trwałość . Wartość docelowa często wynosi <1%.
- Stabilność: Testowanie obejmuje przyspieszone badania stabilności w czasie rzeczywistym, mające na celu zapewnienie, że produkt (np. szczepionki , enzymy ) utrzymuje aktywność przez zamierzony okres użytkowania.
- Czas rekonstytucji i wygląd: Szybki, przejrzysty i kompletny rekonstytucja jest kluczowym atrybutem jakości, wskazującym na prawidłowy, niezawinięty ciasto liofilizowane struktura.
Rozwiązywanie typowych problemów
Przewidywanie i szybkie rozwiązywanie typowych problemów minimalizuje straty partii i przestoje.
| Powszechny problem | Prawdopodobna przyczyna | Najlepsze rozwiązania praktyczne |
| Zapadnięcie się lub roztopienie ciasta | Temperatura produktu przekroczyła krytyczną temperaturę zapadania się podczas wstępnego suszenia. | Obniż temperaturę półki; Zwiększ próżnię w komorze; Użyj PAT (TDLAS/termopary) dla lepszego monitorowania temperatury. |
| Słaba rekonstytucja | Nieoptymalne zamrażanie (zbyt szybkie/zbyt wolne) lub nadmierne suszenie pierwotne/wtórne prowadzące do gęstej struktury produktu. | Optymalizuj krioprotektanty w preparacie; Dostosuj szybkość chłodzenia lub zastosuj wyżarzanie cykl. |
| Utrata aktywności/potencji | Uszkodzenia termiczne lub kriogeniczne wystąpiły podczas zamrażania lub wtórnego suszenia. | Użyj bardziej skutecznych stabilizatorów ( trehaloza ); Obniż końcową temperaturę suszenia wtórnego. |
Względy regulacyjne
W przypadku wszelkich specjalistycznych substancji chemicznych przeznaczonych do stosowania u ludzi lub zwierząt konieczna jest zgodność z przepisami światowych organów ds. zdrowia.
- Zrozumienie i przestrzeganie odpowiednich przepisów: Wszystkie działania, od formułowania po końcowe opakowanie, muszą być zgodne z wytycznymi określonymi przez takie władze, jak FDA, EMA i lokalne organy regulacyjne. To obejmuje cGMP wymagania dotyczące produkcji, identyfikowalności materiałów i dokumentacji procesu.








")


")
")

")










 +86-180 6875 7376
+86-180 6875 7376  +86- (0) 519-8578 6988
+86- (0) 519-8578 6988  emmy@jsblk.com
emmy@jsblk.com  Miasto Zhenglu, dystrykt Tianning, miasto Changzhou, prowincja Jiangsu, Chiny
Miasto Zhenglu, dystrykt Tianning, miasto Changzhou, prowincja Jiangsu, Chiny